トピックス
スパイラルタップの変形とスラスト
2020.08.26
(著) 加藤 祐造
(監修) 神谷 大揮
当社がJIMTOF2018に出展したときに、「計測で見えました!Measuring is Believing!」というパネルを掲示しました。この中に、「タップ負荷の要因③タップの変形」という内容を簡単に示しました。今回は、このときの内容をもう少し詳しくご紹介したいと思います。
1. タップは変形する
参考文献(1)によると、「ねじれ溝を持った切削工具が、切削トルクによって伸び縮みするであろうことは容易に考えられていました」とあります。
図1で加工トルクTがかかると、Z方向に伸びる変形が生じますが、容易に考えられますか?

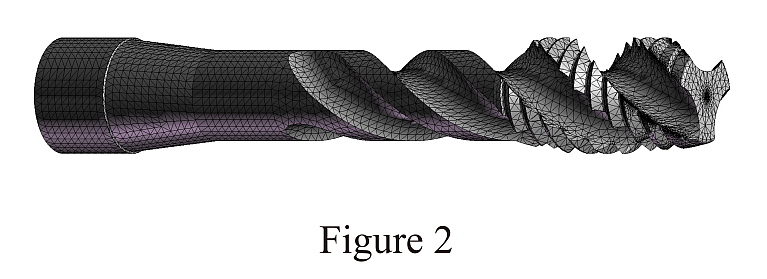
これが想像できれば、図2のようなスパイラルタップでも、「加工トルクがかかると伸びる」ことが理解できると思います。細かいメッシュが見えるのは、有限要素法による構造解析のためのモデルだからです。
2. スパイラルタップの変形はスラストに現れる
それでは実際に加工した時のトルクとスラストを見てみましょう。
図3は、M6スパイラルタップA-SFT(OSG)(2013年11月頃)で、SUS304を加工したときのトルクです(下穴: φ5.1, 切削速度: 15[m/min], 切削油: セリカット・リキッド)。
ツールホルダは、コレットチャックを使用しています。また、トルクはワーク側にロードセルを付け計測しています。工作機械はマシニングセンタNV-5000(DMG森精機, 2003年製)。
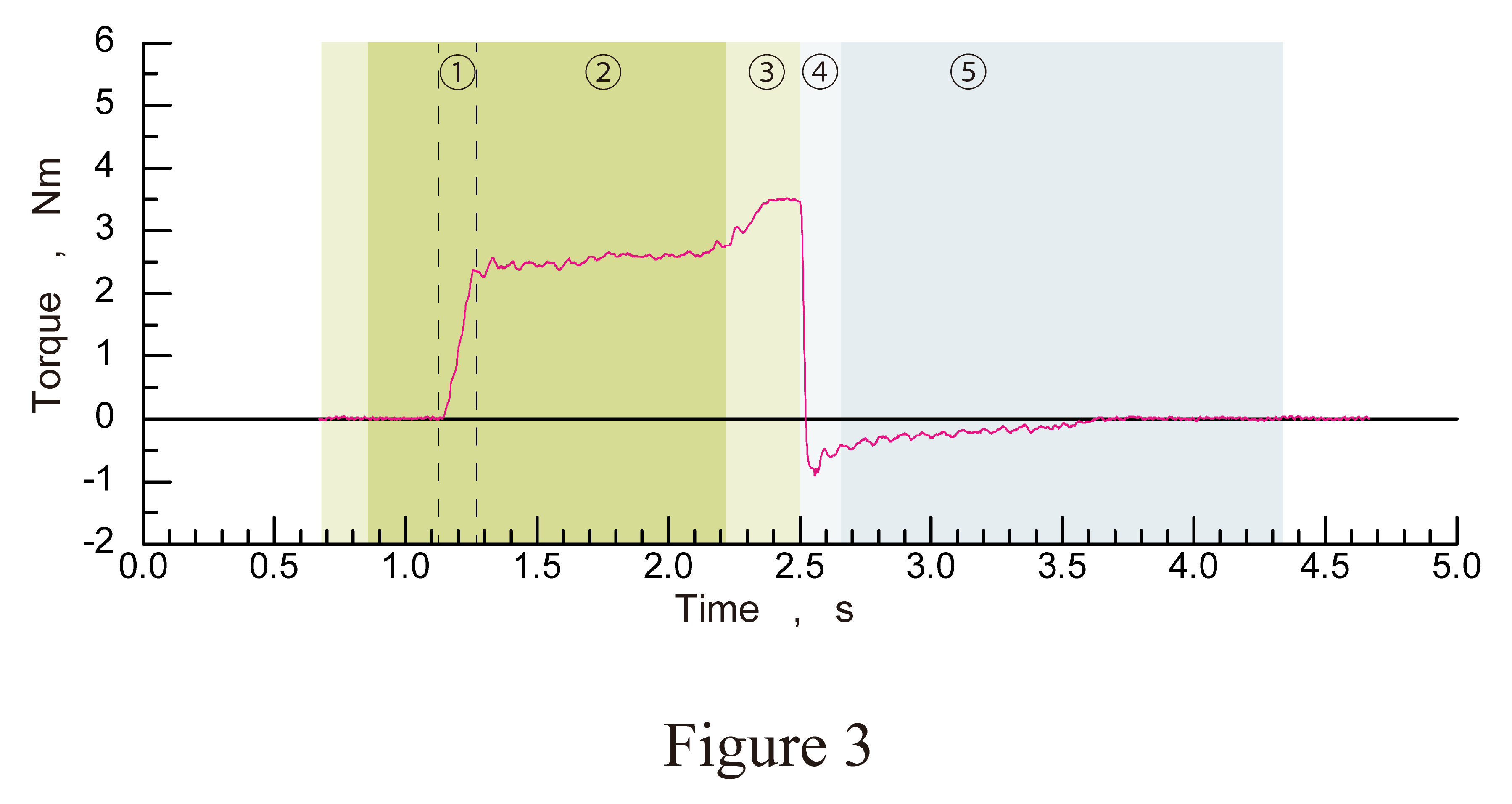
①の期間はタップが食付いてから切れ刃当りが徐々に増加しているところで、タップ食付き部すべてがワークに埋没するとトルクはほぼ一定となります。①②の間は、タップが一定速度で正転している状態です。③はタップが減速を開始して止まるまでの期間で、切削速度変化があり、切削抵抗が変化するほか切粉形状も変化するので、トルクが変化しているのだと思います。④の期間は逆転を開始してからほぼ一定速度になるまでの期間です。逆転開始と同時に、かかっていたトルクが解放されゼロに向かいます。逆転時は加工をしていないので、トルクはゼロになって欲しいのですが、図4にあるスラストがかかっているため、タップを抜くときも若干のトルクが生じています。⑤の期間は、一定速度で逆回転をしているときで、タップが抜けた後はトルクがゼロになります。
図4にスラストと同期誤差を示します。スラストはやはりロードセルにより計測しています。同期誤差は、サーボガイド(FANUC)により計測しています(制御盤からのデータ取り込み)。

ここで、同期誤差は「主軸回転(z軸位置に換算)に対する送りの位置」を示しています。減速開始後の正に凸な形状ⓐは、マシニングセンタで正転中、下方向(ワーク方向)に送っているとき、予定よりもz位置が上である(遅れている)ことを示し、引っ張り力が働くと想像できます。そこでスラストのグラフを見てみると、同じタイミングで上に凸な引っ張りⒶが現れているのが分かります(スラストのグラフは正方向が引っ張りになります)。
ここから少し難しくなります。逆回転開始後、同期誤差に下に凸なⓑが現れます。これは、マシニングセンタで逆回転中、上方向(ワークから離れる方向)に戻しているとき、予定よりもz位置が下(遅れている)ことを示し、圧縮力が働くと想像できます。しかし、スラストのグラフでは引っ張り方向に大きく変化しています。
この結果、逆転開始後の引っ張りは、同期誤差のせいではないことが分かります。むしろ、同期誤差はスラストを減らす方向に働いています。
そこで、我々は、逆転開始後の引っ張りが、スパイラルタップの変形によるのでは?と考えました。
1.で書いた通り、①②③の期間では、加工トルクがかかり、タップは伸びます。少し伸びた状態のまま加工が進みます。そして④で逆転を開始するとタップにかかっていたトルクが解放されると同時に(トルクがかかって伸びていた分)縮みます。タップが縮もうとするので、力としては引っ張り力Ⓒがかかるのです。
ところで、スラストが逆転開始後に引っ張られる方向に変化している途中で、不連続な部分Ⓑがあります。この不連続は、同期誤差の負に凸な変動ⓑに対応したスラストの負に凸な変動(圧縮側への変動)が、上記引っ張りⒸの変動に重なって現れていると考えられます。
3. 構造解析でも確認
1.でも少し触れましたが、タップの変形に関して構造解析を行っています。
タップは食付き部で加工しているので、ここにトルクをかけるなどして、タップやワークにどのような変形が生じるかを見ました。
解析結果から「逆転開始後のタップの縮みがスラストを引っ張り側へ大きくふれさせる」ことが分かりました。このことから、2.で考察した内容の裏づけがとれたと考えます。
参考文献
(1) 翁, 「ドリルやスパイラルタップは伸び縮みする」, ツールエンジニア, Vol.35, No.12, 1994, pp.126-127.
[説明] ドリルやスパイラルタップにトルクをかけたときの伸び量等を計測した。
(2) 加藤, 「ねじ加工におけるタッパ(タップホルダ)の効果的使用例」, ツールエンジニア, Vol.56, No.9, 2015, pp.48-51.
[説明] この文献では、スラストが生じる原因にタップの変形があると明示してはいないが、スラストが生じる原因について上記文献(1)を参照としており、「タップの変形が疑わしい」ことを示唆している。
(3) 加藤,「同期ホルダと従来タッパ」, 機械設計 3月臨時増刊号「主要機械要素選定ガイド2019」, Vol.63, No.4, 2019, pp.96-97.
[説明] この時点ではタップの変形によってもスラストが生じると明記している。

